Об использовании формовочных песков компании «Сибелко Россия производства
ЗАО «НКУ» на ОМЗ «Литейное производство»
М.А. Дружевский, В.Н. Шаров, В.Н. Волков, О.Н. Богатырева

ОМЗ «Литейное производство» изготовляет стальные отливки ответственного назначения и сложной конфигурации, в том числе для судостроения, турбиностроения, экскаваторов, штампов, корпуса высокого давления и др. На предприятии широко применяют Alpha set-технологию изготовления форм и стержней. Для этой цели в цехе установлены смесители непрерывного действия производительностью 4…28 т/ч. Самый крупный 40-т смеситель производства компании F.T.L.-Foundry Equipment Ltd, Англия, используют для производства форм на самотвердеющих жидкостекольных смесях.
В соответствии со сложившейся экономической и рыночной ситуацией в ОМЗ «Литейное производство» было решено использовать стратегию повышения качества и уменьшения издержек на производство продукции. Были разработаны мероприятия, обеспечивающие снижение затрат на формовочные материалы, где кварцевый формовочный песок является определяющим для получения качественных отливок. Поэтому к его качеству предъявляют жесткие требования.
Известно, что при применении ХТС прочностные и термомеханические свойства смесей зависят от характеристик песка и связующего, чем во многом определяется качество отливок и экономические показатели производства. Применяемые ранее в ОМЗ «Литейное производство» формовочные кварцевые пески не в полной мере удовлетворяли высоким требованиям для получения ответственных толстостенных отливок. Наличие пригара, газовых дефектов и большой расход смолы обусловили необходимость использования песка с высоким содержанием кварца (≥ 99%), оптимальной однородностью, средним размером зерна 0,25…0,3 мм, круглой или овальной формой, высокой газопроницаемостью.
Перечисленным критериям в полной мере отвечают пески, производимые на современном обогатительном комплексе ЗАО «Неболчинского карьерного управления» (НКУ), Новгородская обл., где производят формовочные пески, отвечающие следующим показателям:
- газопроницаемость 250…300 ед.;
- массовая доля глинистых частиц ≤ 0,1%;
- коэффициент однородности > 80%;
- средний размер зерна 0,26…0,315 мм.
ЗАО «НКУ» – составная часть ОАО «Сибелко Россия», входящей в состав холдинга Sibelco – мирового лидера производителей кварцсодержащих материалов. Весной 2010 г. ЗАО «НКУ» запустило современный обогатительный комплекс, который может производить до 1 млн т песка в год. Проект разработан итальянской компанией Dutto, также входящей в группу Sibelco.
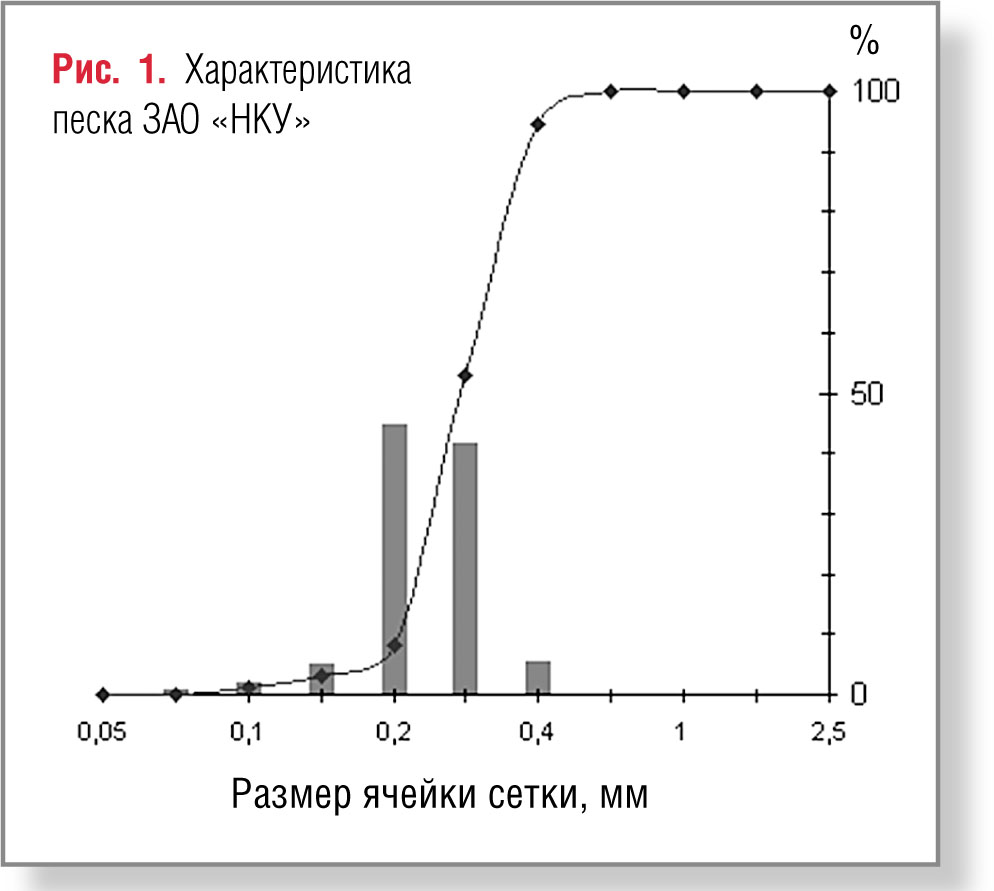
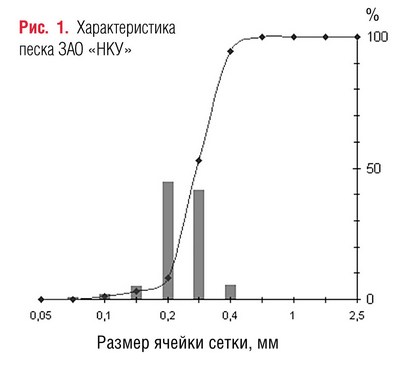
Ниже и на рис. 1 приведены ситовой анализ и характеристики песка ЗАО «НКУ», полученные в формовочной лаборатории ОМЗ «Литейное производство» (ГС – глинистая составляющая; коэффициент однородности – 84,44; средний размер зерна – 0,306).
| Номера сит, мм |
Остаток на сите, % |
Доля частиц, прошедших через сито, % |
| 2,5 |
– |
99,88 |
| 1,6 |
– |
99,88 |
| 1 |
– |
99,88 |
| 0,63 |
0,02 |
99,86 |
| 0,4 |
5,48 |
94,38 |
| 0,315 |
41,46 |
52,92 |
| 0,2 |
44,62 |
8,30 |
| 0,16 |
5,24 |
3,06 |
| 0,1 |
1,96 |
1,10 |
| 0,063 |
0,92 |
0,18 |
| 0,05 |
0,02 |
0,16 |
| Тазик |
0,10 |
– |
| Массовая доля ГС |
0,06 |
– |
Эти параметры соответствуют марке песка 1К1О103
Огнеупорность – это свойство песка противостоять, не расплавляясь, воздействию высоких температур. Для формовочных песков главный фактор, определяющий огнеупорность, их минералогический состав. Основа формовочных песков – кварц с температурой плавления 1713°C. Примеси других материалов понижают огнеупорность кварца. Химсостав кварцевого песка ЗАО «НКУ», %: 99,56 SiO2;0,229 Al2O3; 0,114 Fe2O3; 0,009 MgO; < 0,006 P; < 0,003 S; 0,021 CaO; 0,013 TiO2; < 0,01 Cr2O3; 0,045 (Na2O + K2O).
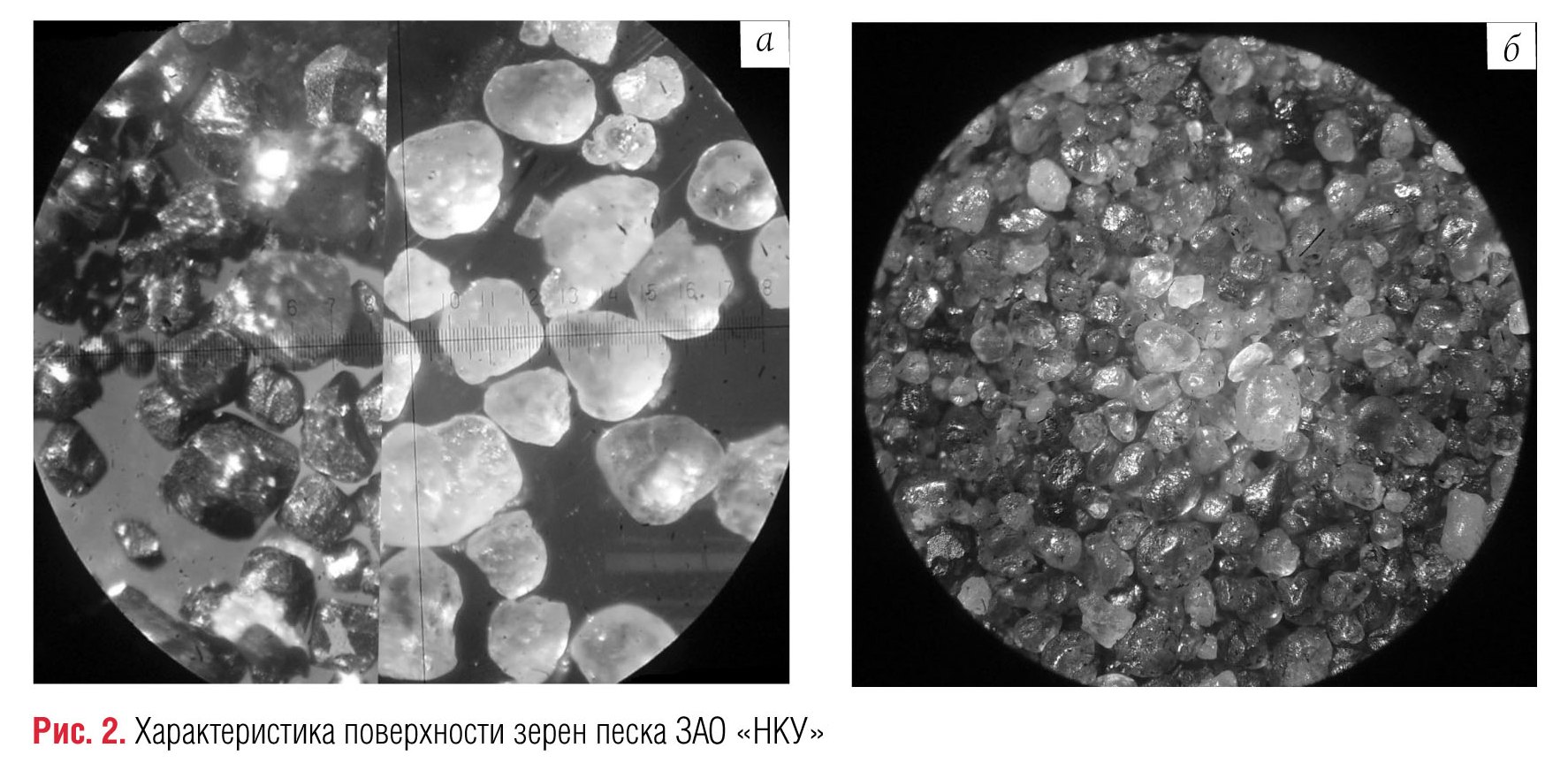
Анализ показал, что обогащенный кварцевый песок имеет мало примесей, и его огнеупорность близка к теоретической. Округлая форма и гладкая поверхность зерен песков ЗАО «НКУ» (рис. 2) 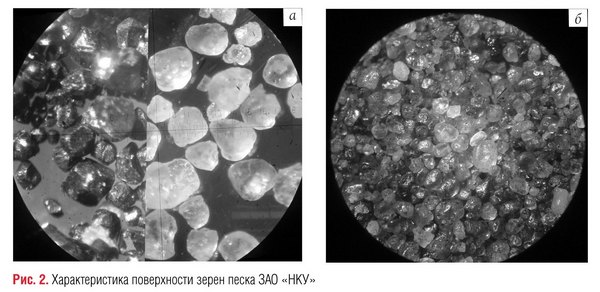 способствуют повышению прочностных характеристик смеси при меньших добавках связующего. Сферичность зерен песка колеблется от средней до высокой, форма зерна – от полукруглой до округлой. Все эти параметры песка положительно сказываются на качестве формовочных смесей по смоляным процессам. способствуют повышению прочностных характеристик смеси при меньших добавках связующего. Сферичность зерен песка колеблется от средней до высокой, форма зерна – от полукруглой до округлой. Все эти параметры песка положительно сказываются на качестве формовочных смесей по смоляным процессам.
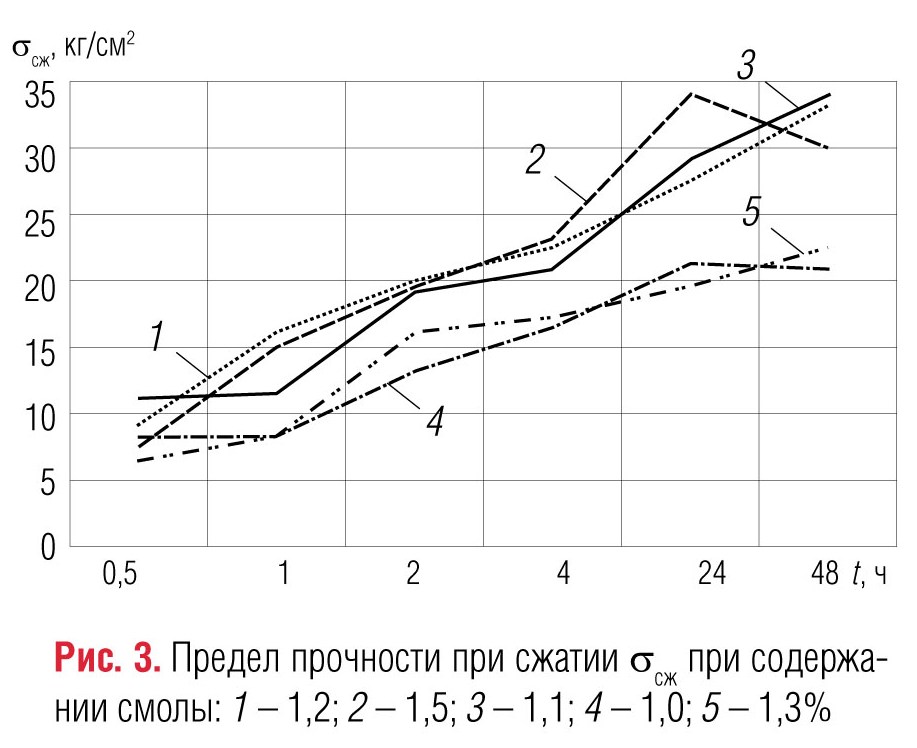
Перед началом полномасштабного использования песков ЗАО «НКУ» в литейном цехе ОМЗ были проведены лабораторные и опытно-промышленные испытания. В качестве отвердителей использовали фенолформальдегидную смолу Алкасет NB7 и отвердитель Каталит 3В производства «Уралхимпласт-Кавенаги», г. Н. Тагил. В ходе испытаний проверяли физико-механические характеристики смесей с разным содержанием связующего (таблица).
№
п/п |
Смола в составе смеси1, % |
Величина параметра2, через |
| 30 мин |
1 ч |
2 ч |
4 ч |
24 ч |
48 ч |
| 1 |
1,5 |
9,1/–/– |
16,0/–/– |
20,2/2,5/– |
22,5/3,0/– |
27,8/4,8/0,15 |
33,2/4,6/0,08 |
| 2 |
1,3 |
6,4/–/– |
8,2/–/– |
16,2/2,2/– |
17,4/3,15/– |
19,8/4,5/0,08 |
22,6/4,4/0,13 |
| 3 |
1,2 |
7,6/–/– |
15,0/–/– |
19,6/2,6/– |
23,2/3,8/– |
34,2/4,4/0,10 |
30,2/3,5/0,11 |
| 4 |
1,1 |
5,0/–/– |
11,5/–/– |
19,2/2,8/– |
20,8/4,0/– |
29,2/4,5/0,05 |
34,2/4,6/0,10 |
| 5 |
1,0 |
5,0/–/– |
8,2/–/– |
13,3/2,4/– |
16,5/2,8/– |
21,4/3,4/0,26 |
20,8/3,2/0,25 |
Примечание. Температура воздуха: 22°C – для 1…3, 23°C – для 4, 5.
1 Основа – песок кварцевый 1К1О103 ЗАО «НКУ», отвердитель – 22% от массы смолы.
2 Предел прочности при сжатии, кг/см2 / Предел прочности при разрыве, кг/см2 / Осыпаемость, %
Как видно из полученных данных, максимальный показатель прочности через 48 ч достигается при 1,1% смолы. Такие результаты объясняются оптимальным распределением размеров частиц кварцевого песка, его химической чистотой и формой зерен.
По результатам лабораторных исследований было принято решение о переходе ОМЗ «Литейное производство» на использование формовочных песков ЗАО «НКУ». Применение этих песков позволило достичь высокой прочности форм и стержней и существенно сократить добавки смолы – с 1,6 до 1,1% и, соответственно, отвердителя. В некоторых случаях, при определенных конфигурациях форм и стержней, возможно сокращение смолы и до 1% без существенной потери их прочности.
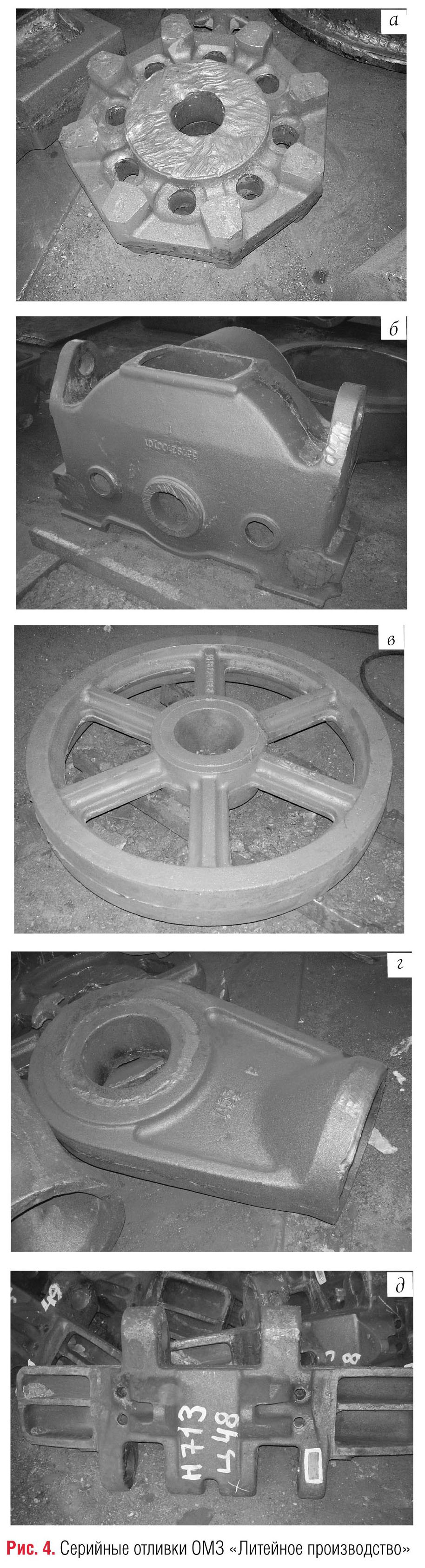
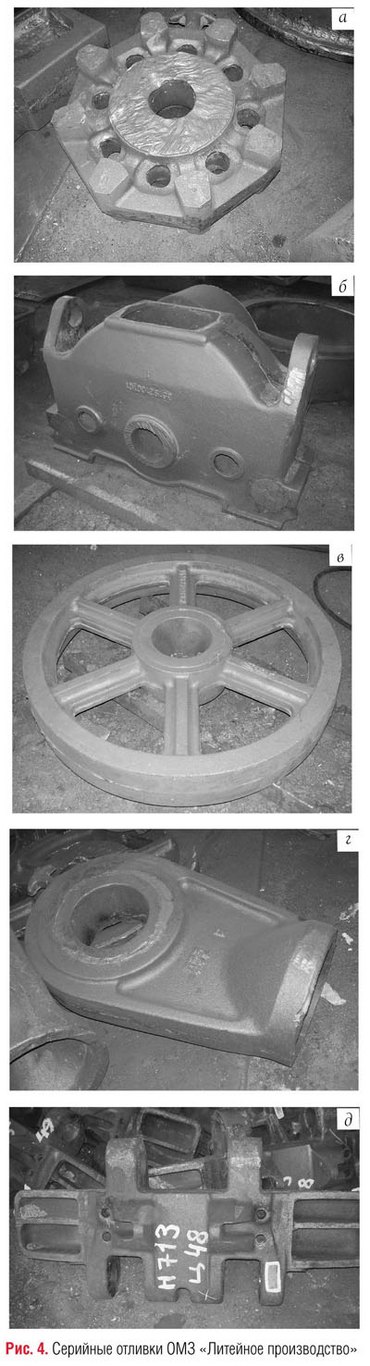
Результатом использования формовочных песков ЗАО «НКУ» стало существенное сокращение затрат на дорогостоящее связующее. В цехе значительно уменьшились выделения и выбросы газов при приготовлении смесей, изготовлении форм и стержней, заливке и выбивке. Из-за хорошей податливости смеси уменьшились горячие трещины, при этом значительно улучшалась выбиваемость. Продукция имеет высокое качество поверхности и пре-имущества в уменьшении обрубных и зачистных работ, экономии времени и трудозатрат. На рис. 4, а...д – серийные отливки колесо ведущее (сталь 42ХНМФЛ), обойма (сталь 08ГДНФЛ), колесо зубчатое (сталь 35Л), отливка нижняя (сталь 25Л), звено гусеничное (сталь 110Г13Л), соответственно, полученные на песке ЗАО «НКУ».
Помимо всех перечисленных преимуществ, опыт работы ОМЗ «Литейное производство» показал, что в некоторых случаях на отливках со средней толщиной стенки 70…80 мм можно не использовать облицовочные смеси на основе дорогого хромитового песка. Обогащенный кварцевый песок ЗАО «НКУ» позволяет изготовлять формы по единой смеси, без увеличения дефектности по пригару, что обусловлено высокими физико-химическими и технологическими свойствами этого песка. На сегодня все 100% форм и стержней на ОМЗ «Литейное производство» производят из формовочных песков ЗАО «Неболчинское карьероуправление».
Вывод
Применение высококачественных обогащенных песков в современных процессах формообразования – одна из мер улучшения качества литых заготовок. При этом снижаются материальные затраты на их производство, что позволяет конкурировать с ведущими европейскими производителями отливок.
Источник: Журнал "Литейное производство" №8, 2010 г.
|