|
ИЗДАТЕЛЬСКИЙ ДОМ «ЛИТЕЙНОЕ ПРОИЗВОДСТВО»
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
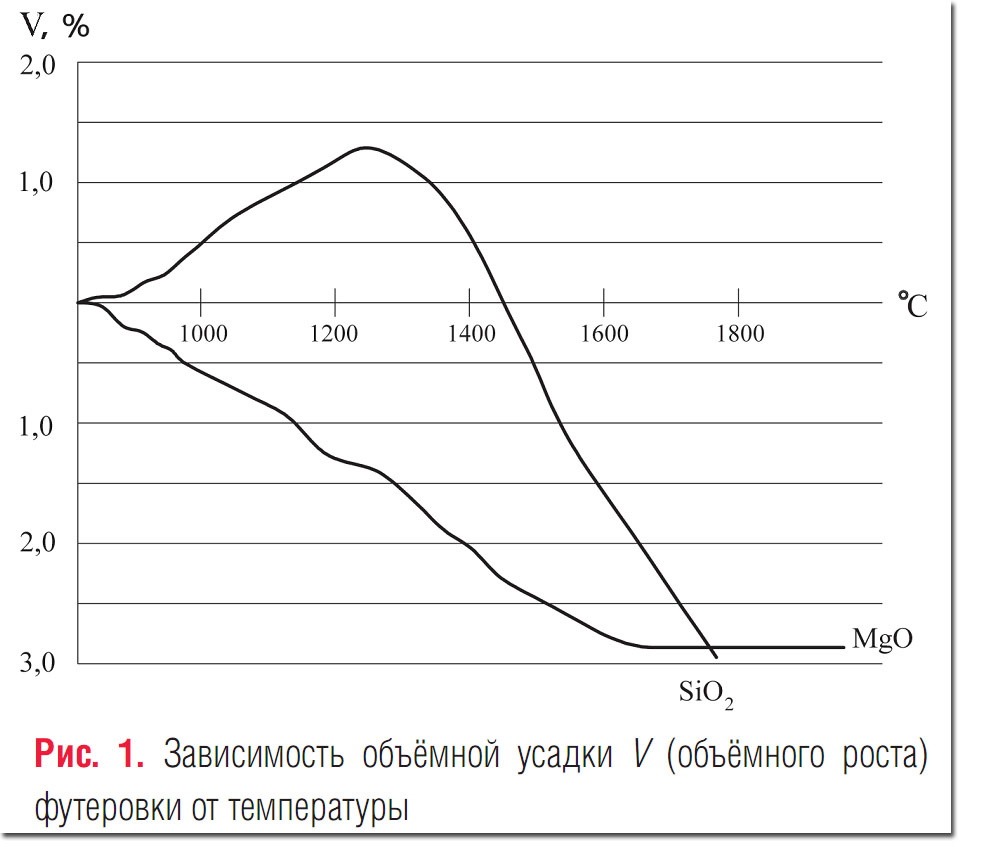
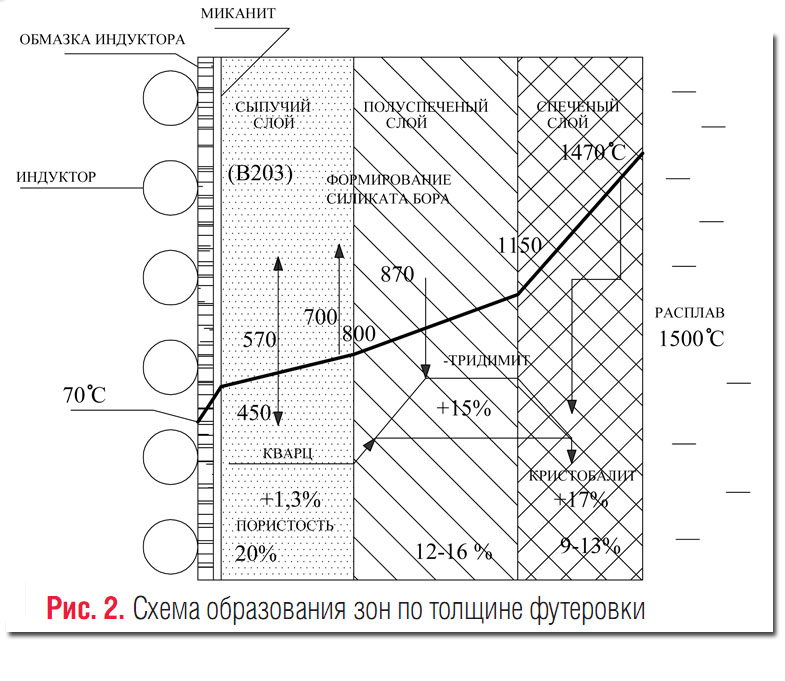
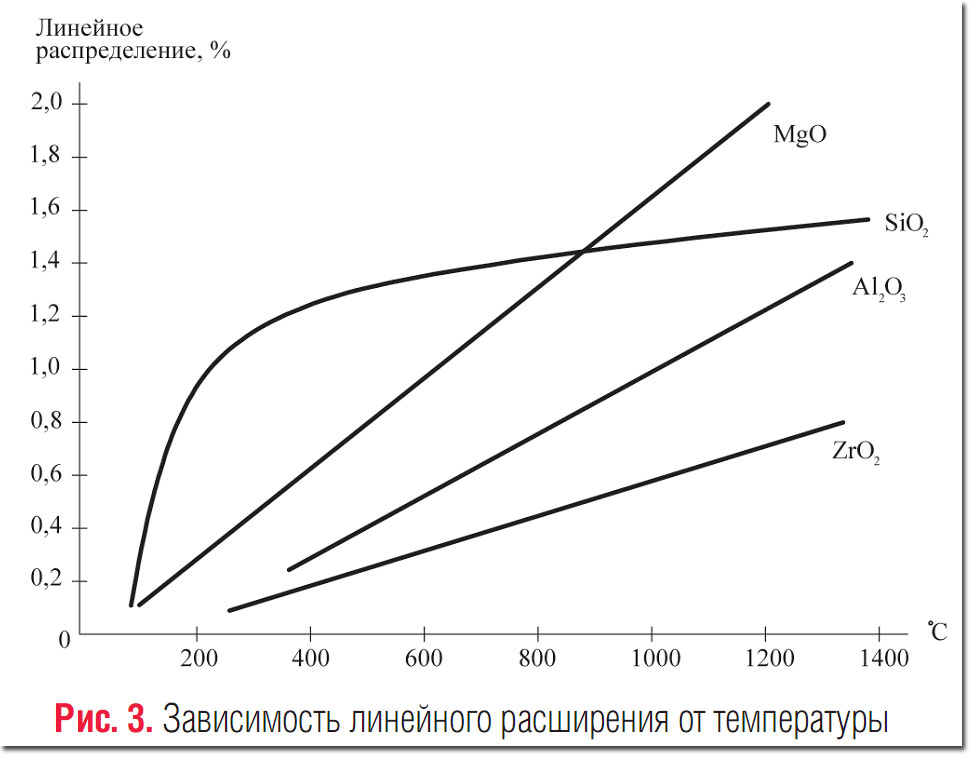
Обладая бóльшим, по сравнению с другими огнеупорами, линейным расширением до 600°C, кремнезем при дальнейшем нагревании сохраняет объем, что уменьшает опасность образования трещин при резких колебаниях температуры футеровки. При дальнейшем повышении температуры кварц переходит в тридимит и кристобалит. Эти полиморфные модификации устойчивы при высоких температурах и низких давлениях. Основная структурная единица кристаллических модификаций кремнезема – кремнекислородный тетраэдр. У разных модификаций кремнезема взаимное расположение тетраэдров различное, что вызывает различия в объемных и прочностных характеристиках модификаций кремнезема. Наибольшей прочностью обладает решетка тридимита, поэтому его образование связано со значительным упрочнением кремнеземистой массы. Тридимит, по сравнению с другими Для успешной работы футеровки необходимо обеспечить три з оны различных состояний одного и того же материала на расстоянии толщины футеровки между расплавом и индуктором: Необходимо заметить, что толщины этих зон не постоянны во времени. По мере естественного разъедания футеровки в процессе эксплуатации печи, эти зоны должны пропорционально уменьшаться по толщине, при этом следует избегать ситуации, при которой одна из зон исчезнет. Температуру спекания кварцитовых футеровок можно корректировать путем добавки агента спекания. Его выбор и количество его добавки очень важны для нормальной работы футеровки. В качестве агента спекания для сухих кварцевых смесей используют: При использовании борной кислоты сначала образуется химическое соединение HBO2+H2O, а дальнейшее нагревание ведет к образованию B2O3. Состав (теоретический): 56,3% B2O3 (активное связующее); 43,7% H2O (24,3 моля воды испаряется после 171°C). Один моль воды эквивалентен 22,3 л пара, это на практике означает, что из 1 кг H3BO3 образуется 544 л водяного пара, а из 1 т сухих кварцевых смесей, содержащих 1,4% H3BO3 (что эквивалентно 0,8% B2O3), выделяется 7,6 м3 водяного пара, проходящего через вновь уложенную футеровку. Следовательно, использование борной кислоты в качестве связующего создает большой риск растрескивания футеровки. Срок службы футеровки зависит от тщательности установки и условий эксплуатации. Часто плохая работа футеровки обусловлена низким качеством работ по установке. При транспортировке материал, упакованный в мешки, распределяется по фракциям не-равномерно. В местах, где находится преимущественно крупный материал, футеровка имеет высокую пористость. Следовательно, возникает опасность проникновения металла и шлака. Там, где футеровка состоит из мелких частиц, образуется избыток боросиликатного стекла, которое легко диффундирует в металл и шлак. Плохое качество уплотнения также является причиной плохой работы футеровки. Из-за чрезмерной вибрации индуктора и плохой подготовки печи могут образовываться пустоты в области, прилегающей к индуктору, за счет вытекания мелких частиц. Все возможные каналы утечки материала должны быть уплотнены минеральным волокном. Можно выделить несколько характерных случаев проникновения металла в футеровку.
Термодинамическую вероятность протекания химической реакции между кремнеземом SiO2 и элементами, входящими в состав жидкого металла и шлака, можно оценить по термодинамическому (изобарному) потенциалу образования окислов (сродства к кислороду). Ряд выглядит следующим образом: Fe2O3 Cr2O3 MnO SiO2 Al2O3 MgO CaO
Металлы, расположенные справа от SiO2, способны отбирать кислород у оксида кремния, восстанавливая его по реакции: SiO2 + 2Me → 2MeO + Si (1)
При высоких температурах окисление кремния замедляется, и идет реакция, при которой углерод из расплава восстанавливает кремний из кварца футеровки. При этом выделяется газообразная окись углерода: SiO2 + 2C → 2Si + 2CO (2)
Такой эффект проявляется в образовании пузырьков около стенок. Реакция протекает со скоростью, возрастающей с ростом температуры. Следовательно, необходимо держать температуру как можно более низкой. Существует и вторая причина поддержания температуры на возможно низком уровне: вредное воздействие шлака усиливается с ростом температуры. При отсутствии надлежащего контроля за работой печи металл может быть перегрет до температур, превышающих стойкость большинства футеровочных материалов. Особенно опасен перегрев при неполном заполнении печи, так как при равном потреблении энергии скорость подъема температуры выше в незаполненных печах. Часто встречающаяся проблема – это не эрозия футеровки или преждевременный ее выход из строя, а отложение шлака, что значительно увеличивает толщину стенки и проявляется в изменении электрических параметров, приводящих к снижению полезной мощности. Легкость удаления шлака зависит от того, тугоплавкий ли он или легкоплавкий. Легкоплавкий шлак обычно откладывается в верхней части тигля из-за низкой рабочей температуры. При низкой температуре существует тенденция окисления металлического кремния и образования высококремнистого шлака, который не может вызвать значительной эрозии футеровки: Si + O2 → SiO2 (3)
В большинстве случаев легкоплавкий шлак содержит большое количество окислов марганца и железа и легко удаляется при таком подъеме уровня металла, когда отложение находится под ним. Затем температура поднимается до 1530…1550°C. Шлак постепенно рас-плавляется и всплывает на поверхность, откуда он может быть собран. Тугоплавкие отложения не могут быть удалены этим же способом, и некоторые предприятия применяют флюсы: соду и плавиковый шпат. Флюсы для удаления отложений должны быть использованы с особой осторожностью, так как участок работоспособной футеровки может быть удален при попытке удаления отложения. Если есть намерение использовать флюс, то желатель-но применять его в малых количествах не для удаления отложения, а для предотвращения возможности его образования. Однако целесообразно выявить причину шлакообразования и устранить ее. Наиболее часто встречающаяся причина появления кремния – это загрузка отходов литейного производства с остатками формовочного песка. Когда лом плавится, зерна песка всплывают на поверхность металла и двигаются к стенкам за счет электромагнитных потоков в расплаве. Эти зерна с высоким содержанием кварца имеют огнеупорность, близкую, но немного меньшую, чем материал футеровки. Огнеупорность снижается за счет наличия некоторого количества печного шлака. Проблема может быть выявлена при исследованииработы печи. Если есть образец отложения, то при химическом анализе выявляется высокое содержание кремния, а при наблюдении под микроскопом видны зерна кварца. Шлак, образующийся при плавке лома с высоким содержанием кремния (трансформаторное железо, пружинная сталь), также имеет высокое содержание кремния, но отсутствуют включения кварца. Проблема может быть выявлена при анализе лома, загружаемого в печь. Шлак также может отлагаться из-за образования в печи муллита. Муллит – огнеупорный материал, и имеет температуру плавления на ~ 100°C выше, чем температура плавления кварцевой футеровки. Он образуется в соответствии с уравнением реакции: 3Al2O3 + 2SiO2 → 3Al2O3•2SiO2 (4)
Окись алюминия может попадать в печь следующими путями:
Четвертая, основная причина отложения шлака обусловлена использованием сильно окисленных материалов, особенно стружки, которая окисляется при открытом хранении. При низких температурах ~ 1400°C окись железа восстанавливается кремнием до металлического железа и окиси кремния: 2FeO + Si → 2Fe + SiO2 (5)
Это та окись кремния, которая может накапливаться и образовывать отложения при плавке окисленных материалов при низкой температуре. При высокой температуре окись железа будет реагировать с кварцем из шлака или из футеровки с образованием фаялита, который имеет очень низкую температуру плавления и будет оказывать вредное воздействие на футеровку: 2FeO + SiO2 → FeO•SiO2 (6)
Также кварц больше не образуется в результате низкотемпературной реакции восстановления, так как имеющийся углерод восстанавливает окись железа: FeO + C → Fe + CO (7)
Однако, даже с учетом всего сказанного, кислая футеровка имеет ряд преимуществ. Прежде всего, материал находится в природе в относительно чистом виде и не требует больших затрат на переработку. Цена его более чем конкурентоспособная. Кварц имеет высокую стойкость к тепловому удару. Один из разработчиков и производителей кислых набивных масс на основе SiO2 с добавлением B2O3 для футеровки тиглей индукционных печей – скандинавский концерн Sibelco Nordic OY АВ, который использует собственную сырьевую базу, имеет современные лаборатории для исследования и развития своих материалов. Выбор характеристик продукции, как правило, обоснован собственными инженерными решениями и ноу-хау. Научно-исследовательские разработки, продукция и производство концерна сертифицированы по стандарту SFS-EN ISO 9001. Производимый готовый к использованию продукт под торговой маркой FINMIX, высококачественный, долговечный материал для футеровки индукционных печей, представляет собой смесь из огнеупорного кварцита и соединения бора. Гранулометрический состав кварцита обеспечивает максимизацию насыпной плотности и оптимизацию параметров процесса уплотнения. За счет высокой степени чистоты (Al2O3 – 0,7%, Fe2O3 – 0,07%), обеспечиваемой очисткой флотацией, достигается огнеупорность, близкая к теоретической величине кварца. Количество добавляемого оксида бора или борной кислоты соответствует рабочей температуре печи (табл. 1). Таблица 1
Физические характеристики:
Таблица 2
Помимо непосредственно футеровочного материала FINMIX, фирма Sibelco Nordic OY АВ поставляет все необходимые вспомогательные материалы и оборудование для обеспечения эксплуатации печи, а именно: FINRAM – огнеупорная масса на основе кварцита, ис-пользуется для защиты верхней части тигля и сливного лотка индукционных печей. Также применяется для покрытия ковшей и спускных лотков. Благодаря специальным пластификаторам, правильно уложенная, с оптимальным содержанием влаги, огнеупорная масса FINRAM обеспечивает одинаково высокую прочность как в неспеченном состоянии, так и после обжига; FINCOAT 95 COAT GROUT – специальное огнеупорное покрытие на основе огнеупорного бетона для защиты и выравнивания индуктора в плавильных индукционных печах. Обеспечивает надежную защиту индуктора и снижает термические напряжения в тигле во время работы печи; MICONIT – листовой материал на основе флогопита (разновидность слюды), предназначен для улучшения скольжения тигля по обмазке индуктора и защиты индуктора. Пневматические вибраторы KLEIN JOLTER предназначены для достижения максимальной плотности футеровки по всей высоте тигля. Уплотнение футеровки тигля происходит за счет ударов бойков пневмоцилиндров по стальному шаблону. Удары бойков по шаблону происходят с частотой 180 ударов/мин, что обеспечивает оптимальное уплотнение футеровки. Автоматическое регулирование позволяет производить вибрацию и конической, и цилиндрической части шаблона без перенастройки вибратора. Вся гамма поставляемой продукции предусматривает безопасность использования продукта как для работников цеха, так и для окружающей среды (санитарно-гигиенические характеристики материалов, при условии правильного их применения, отвечают всем европейским требованиям по безопасному проведению работ 88/379/EEC и 91/155/ЕЕС). При надлежащем применении перечисленного комплекса материалов и оборудования, поставляемых фирмой Sibelco Nordic OY АВ для футеровки индукционных печей, будет обеспечена долговечность футеровки и экономическая выгода. Источник: Журнал "Литейное производство" №5, 2010 г.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| © Литейное производство, 2015 e-mail:liteinoe2006@yandex.ru |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||